
Kako izbrati postopek preprečevanja uhajanja filtrirne vrečke?
2024-09-27
Kot smo že omenili, obstajajo trije procesi, ki se jim je treba izognitiTorba za filtriranjepuščanje. Zdravljenje vroče taline je najboljša metoda, z nizkimi stroški in dobrim učinkom preprečevanja puščanja. Ko procesa vroče taline ni mogoče uporabiti, kako naj izberemo preostala dva procesa? Kot primer jemanje dimnih plinov elektrarn na premog, naslednje oceni postopek prevleke in postopek PTFE traku iz dveh vidikov toplotne odpornosti in kisline korozijske odpornosti, kar zagotavlja sklicevanje za izbiro ukrepov za preprečevanje puščanja filtrirne vrečke.
1 PTFE TAPE TALJ
Temperatura dimnih plinov elektrarn na premog je običajno nad 100 ° C, v nekaterih posebnih delovnih pogojih pa lahko doseže 170 ° C, trenutna delovna temperatura pa lahko doseže celo nad 200 ° C. Filtrirne vrečke, ki se uporabljajo v toplotnih elektrarnah, morajo biti sposobne delovati v visokotemperaturnih okoljih. Da bi simulirali visoko temperaturno okolje dejanskih delovnih pogojev, so bili preskusni vzorci s specifikacijo 5 × 5 cm nameščeni v visokotemperaturno pečico, njihove spremembe pa so bile opažene po toplotni obdelavi pri 200 ° C 24 ur. Kot je prikazano na sliki 2.1, je iz primerjave vzorcev, obdelanih z lepilom za lepilo in PTFE, pred in po visokotemperaturni obdelavi, razvidno, da je videz barv vzorca, prevlečenega z lepilom, rahlo postal svetlo rumena, vendar je bila tesnilna masa trdno vezana na podlago filtriranega materiala; Medtem ko se je PTFE trak znatno skrčil in očitne temno rumene snovi so se iz roba PTFE traku izumile. Zato je mogoče razložiti, da fuzija PTFE traku in šiva ne temelji na toplotni fuziji PTFE in podlage, temveč na adheziji lepila in ta vrsta lepila ni primerna za visoko temperaturna okolja.
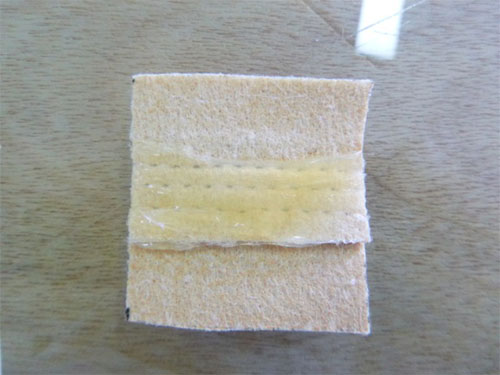
Slika 1 Vzorec po visoki temperaturni obdelavi (zgornja slika je prikazana prevlečena z lepilom, spodnja slika pa prikazuje trak PTFE)
2 kislinska korozijska odpornost
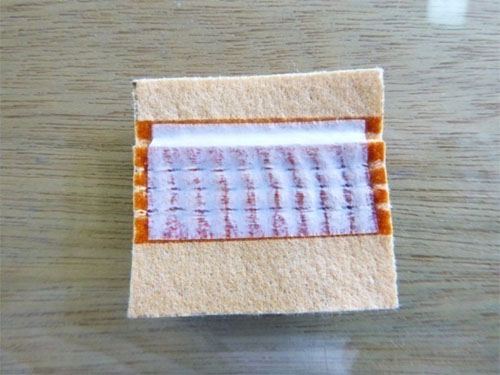
Žveplo se proizvaja, ko se premog zgore, nato pa se po oksidaciji in stiku z vodo oblikuje žveplova kislina z močnimi korozivnimi lastnostmi, kar bo imelo določen učinek na tesnilni in PTFE traku, ki se uporablja za tesnjenje zobnikov. Da bi simulirali kislino korozivno okolje v dejanskih delovnih pogojih, smo vzorec s specifikacijo 5 x 5 cm postavili v 35% raztopino žveplove kisline in opazili za pomembne spremembe po 24 urah potopitve. Kot je prikazano na sliki 2.3, vzorec, obdelan z lepilom, po stiku z raztopino žveplove kisline nima očitne spremembe barve, in je koloid rahlo lepljiv, vendar je tesnilno maso trdno pritrjeno na substrat filtrirnega materiala; Vzorec, obdelan s trakom PTFE, se odcepi po stiku z raztopino žveplove kisline in je skoraj ločen od podlage filtrirnega materiala. Razlog je lahko v tem, da lepilo PTFE traku ni odporno proti kislini koroziji, kar vodi do luščenja PTFE traku. Zato je bolj primerno uporabiti postopek lepilnega premaza v inženirskih aplikacijah, kjer so kaseti PTFE nagnjeni k luščenju v močnem kislinskem korozivnem okolju, kar vodi v tveganje za odpoved tesnila in uhajanje prahu.


Slika 2 Vzorci po obdelavi žveplove kisline (zgornja slika je prikazana, prevlečena z lepilom, spodnja slika
Na koncu eksperimentalne primerjave kažejo, da je odpornost toplote in kisline v procesu lepilnega premaza boljši od procesa traku PTFE.
3. Tipična analiza primerov
Po enem letu uporabe je imela filtrirna torba s strankami s PTFE trakom veliko težav.
Opazili smo, daTorba za filtriranjeNa zunanji strani so imeli številne izbokline PTFE in odstranjevanje. To je bilo na luknji, glavi vrečke, telesu vrečke in dnu vrečke. Slika 3.1 prikazuje PTFE traku v telesu vrečke. Trak se izboči, odpade in v notranjosti pušča veliko prahu. Ko smo ga pogledali pod mikroskopo, smo lahko videli, da se je prah razširil na rob luknje in se je uvrstil v lokalno luknjo.


Slika 3.1 PTFE traku izboklina v delu filtrirne vrečke (zgornja slika je celotna slika učinka, spodnja slika je delna mikroskop povečana slika)
4 Zaključek
Filtrirajte vrečko kot jedro komponente filtra vrečke,Torba za filtriranjeŠivanje na luknji se lahko zdi uhajanje prahu, da se zmanjša tveganje uhajanja prahu, ki ga povzročajo prekomerne emisije, je treba razumeti iz vira proizvodnje uhajanja filtrirne vrečke, da ustreza zahtevam uporabe filtrirne vrečke, ki je prednostni postopek vroče taline, kadar ni mogoče uporabiti procesa vročega taline. Eksperimentalni rezultati kažejo, da ima postopek lepilnega premaza boljšo toplotno odpornost in kislinsko korozijsko odpornost kot proces PTFE traku. Poleg tega obstaja nevarnost, da se PTFE olupljenje in prodiranje prahu skozi luknje v praktičnih aplikacijah PTFE traku. Kadar ni mogoče uporabiti postopka vroče taline, morate izbrati zanesljiv, močan postopek lepilnega premaza, mora biti izbira postopka PTFE traku previdna.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy